肉盛溶接
Overlay Welding
溶接は通常、部材同士を接合する技術ですが、肉盛溶接はこの技術を表面処理に応用した方法です。
主な目的は表面改質や形状復元で、部品の表面に適切な金属を肉盛することで、全体を高価な金属で製作するよりもコストを抑えつつ性能を向上させることができます。
また、腐食や摩耗で損傷した部品を肉盛溶接で修復することで、繰り返し使用が可能になります。
肉盛溶接は、溶射やめっきに比べて厚い層を形成でき、母材と肉盛層が冶金的に結合するため、より高い耐久性を発揮します。また、この技術は省資源性に優れ、不要な廃棄物を減らし、環境への負荷を最小限に抑える点でも大きなメリットがあります。
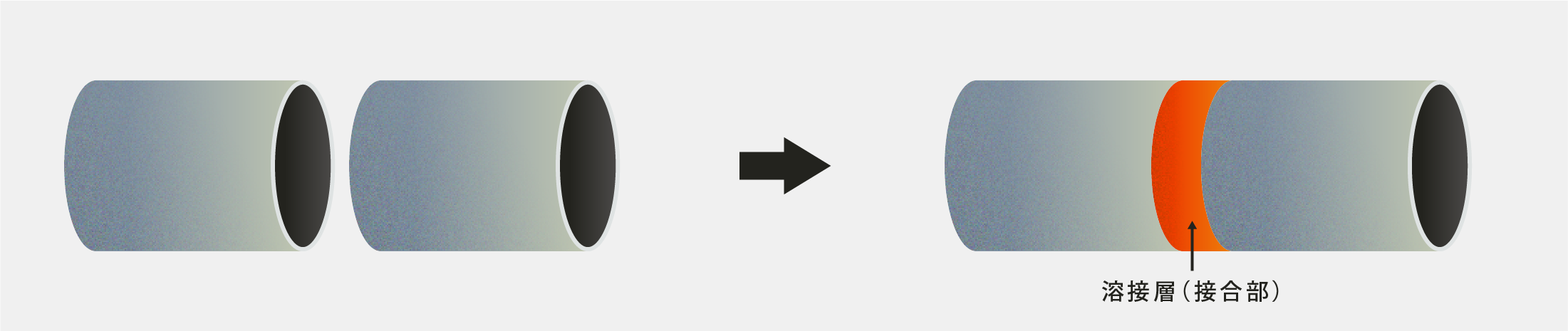
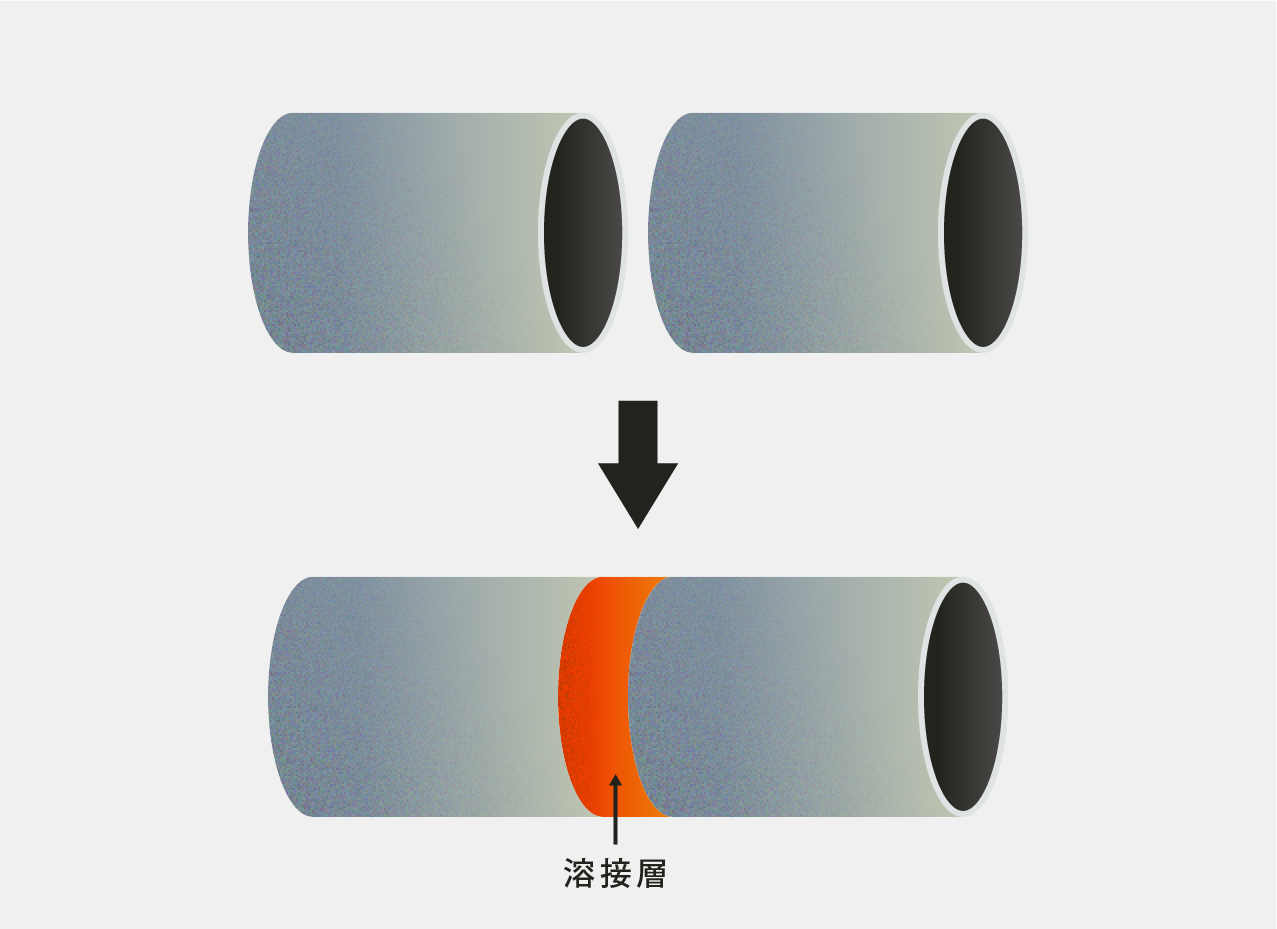
一般的な溶接
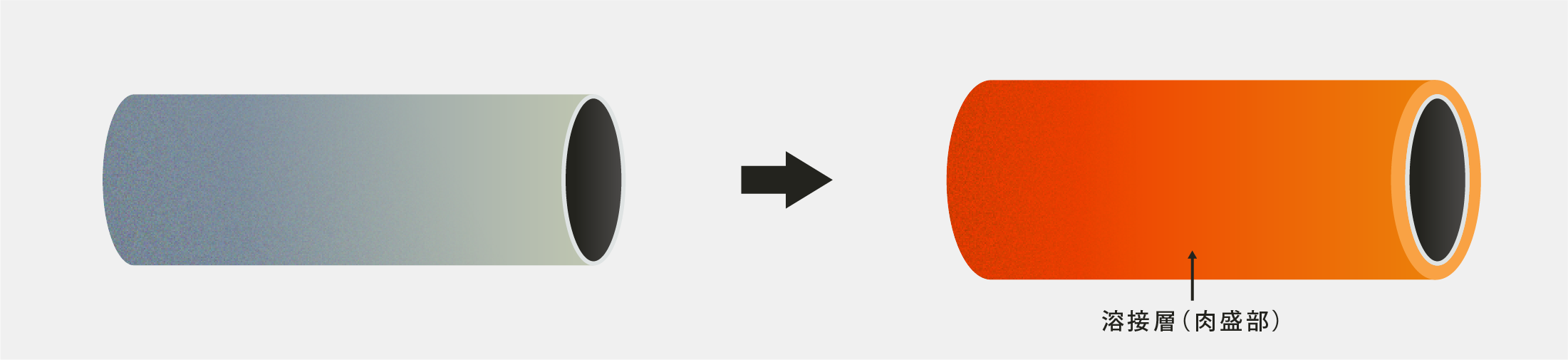
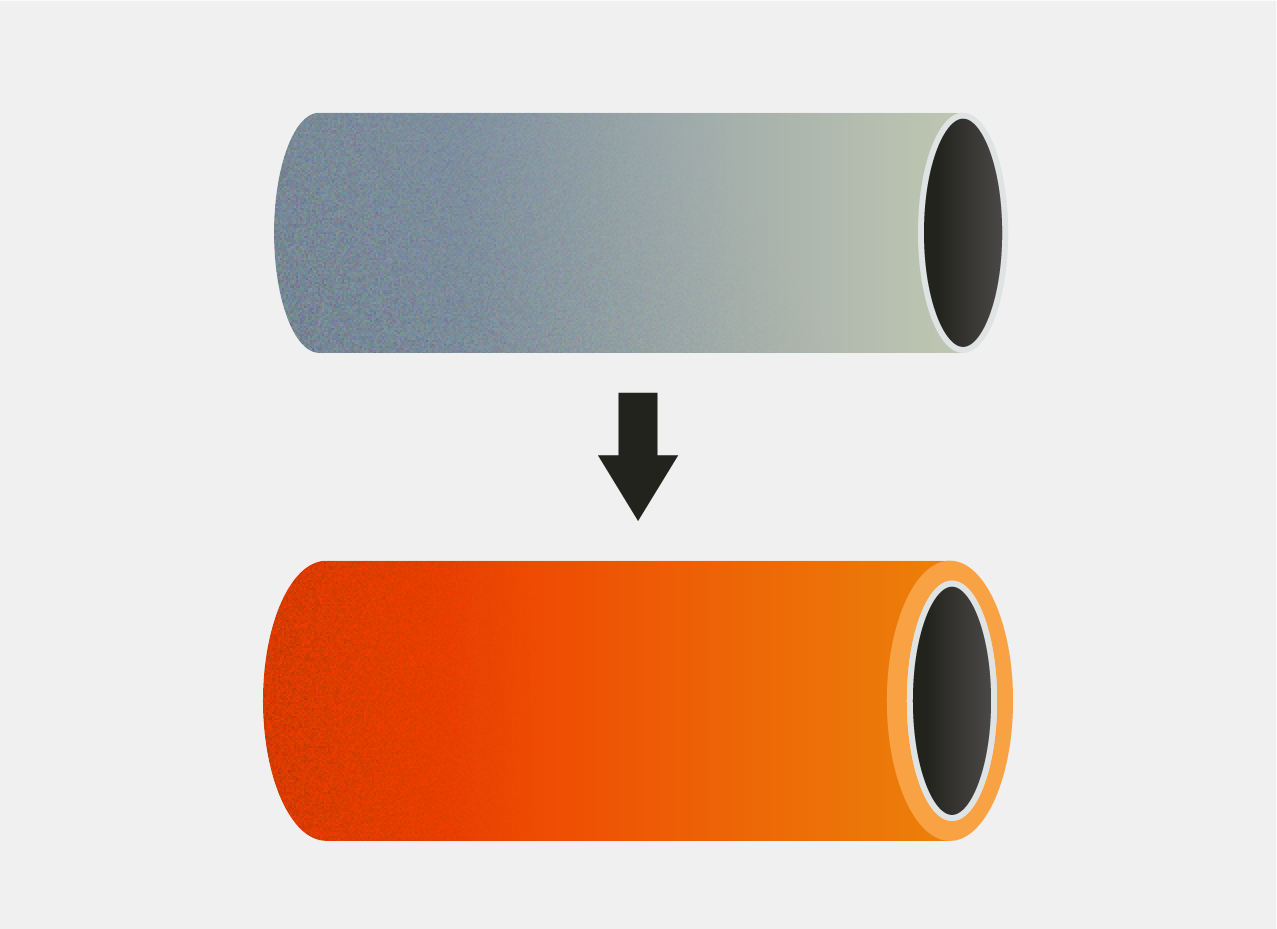
肉盛溶接