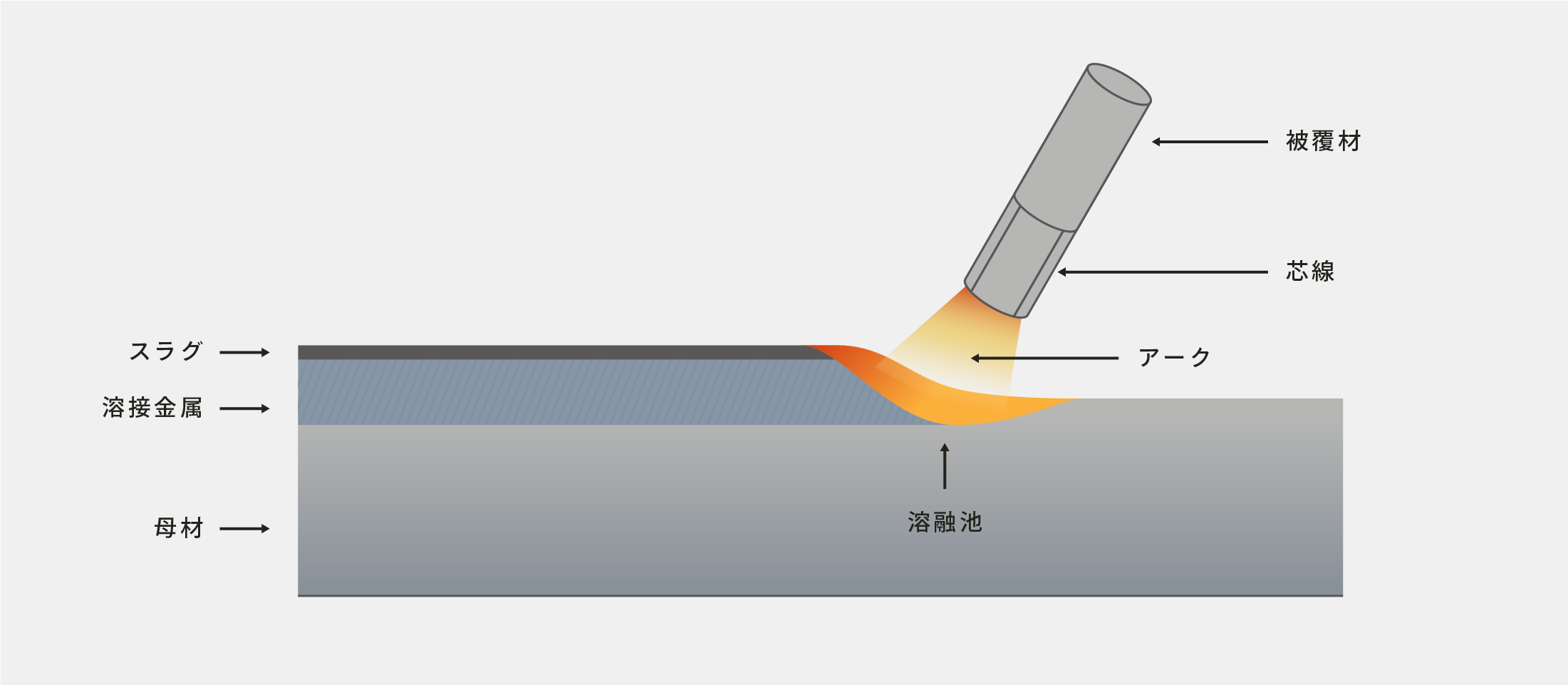
被覆アーク溶接法
- 溶接材料はロッド(棒)を使用します。
- 芯線は被覆材(フラックス)で覆われており、溶接時にこれが溶融し溶接金属に合金元素が添加されるとともに、
スラグを形成することで溶接部が大気から保護されます。
- 操作が比較的簡単で、屋外作業にも適しています。
- 主に建設や修理作業に広く使用されています。
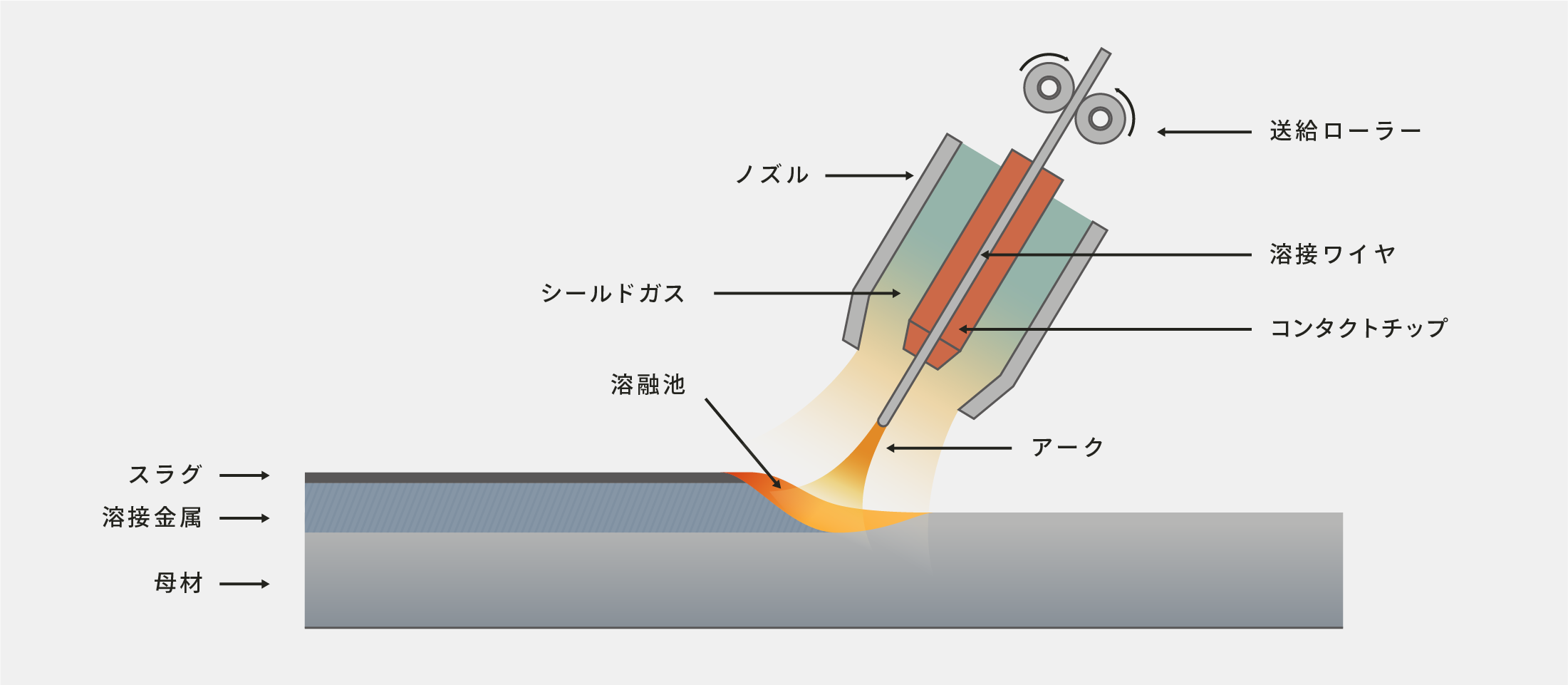
CO₂溶接法
MAG溶接法(Metal Active Gas Welding)
- 溶接材料はワイヤを使用します。
ソリッドワイヤ、メタルコアードワイヤ、フラックス入りワイヤなどの種類があります。
- 一般的に半自動溶接法として行われ、溶接ワイヤが自動で供給されるため効率的に溶接を進めることができます。
- シールドガスとしてCO₂、アルゴン-CO₂混合ガスを使用することでアークを安定させ、溶接金属の酸化を防止しています。
MIG溶接法(Metal Inert Gas Welding)
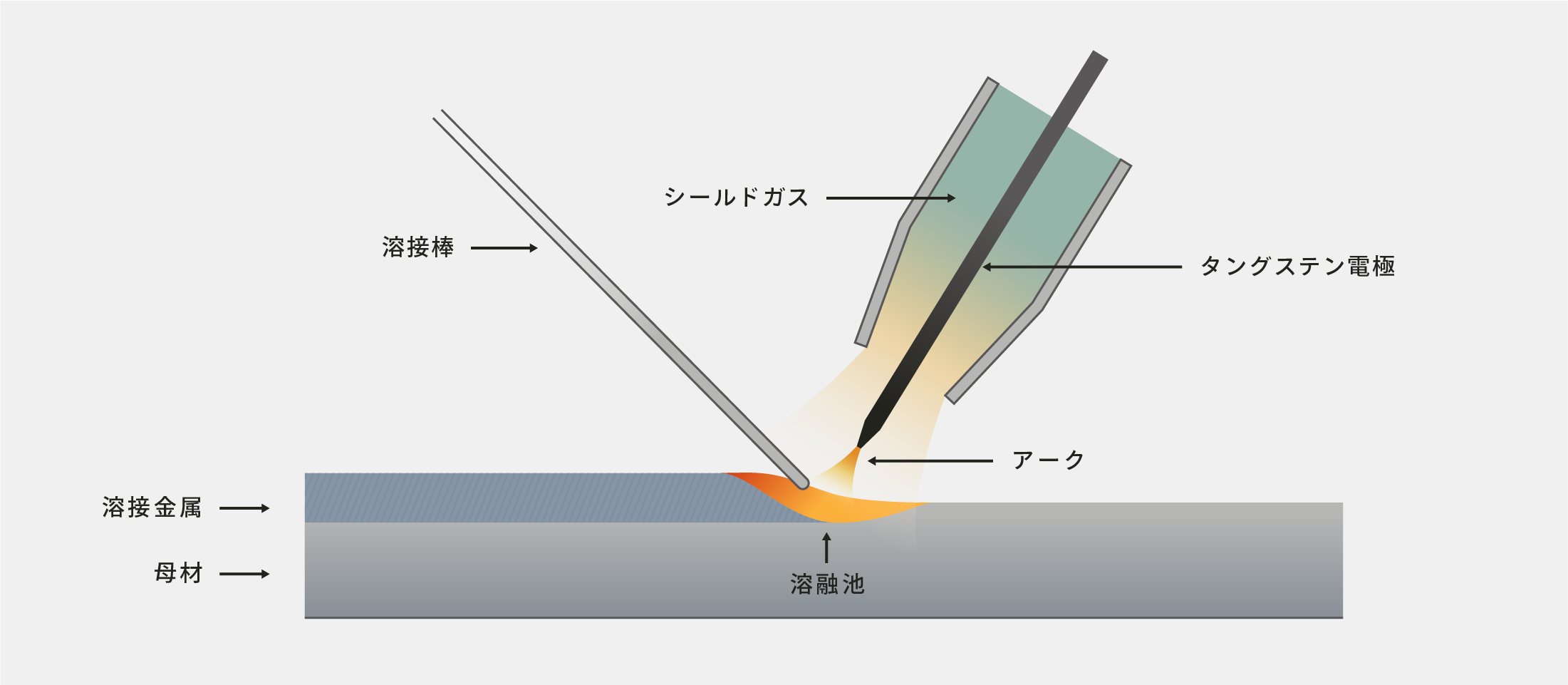
TIG溶接法(Tungsten Inert Gas Welding)
- イナートガス溶接法ともいわれます。
不活性ガス(アルゴン、ヘリウム)をシールドガスとして使用する溶接法です。
- MIG溶接法は、半自動溶接法と同様に溶接材料としてワイヤが用いられます。
スパッタが少なく、きれいな仕上がりが得られます。
自動化しやすく、大量生産に向いています。
- TIG溶接法は、タングステン電極を用いてアークを発生させる溶接法です。
タングステン電極は非消耗であり、溶接材料をアーク中に挿入して溶接が行われます。
ワイヤの供給は手動で供給することが多く、技術的に高いスキルが要求される精密な溶接法です。
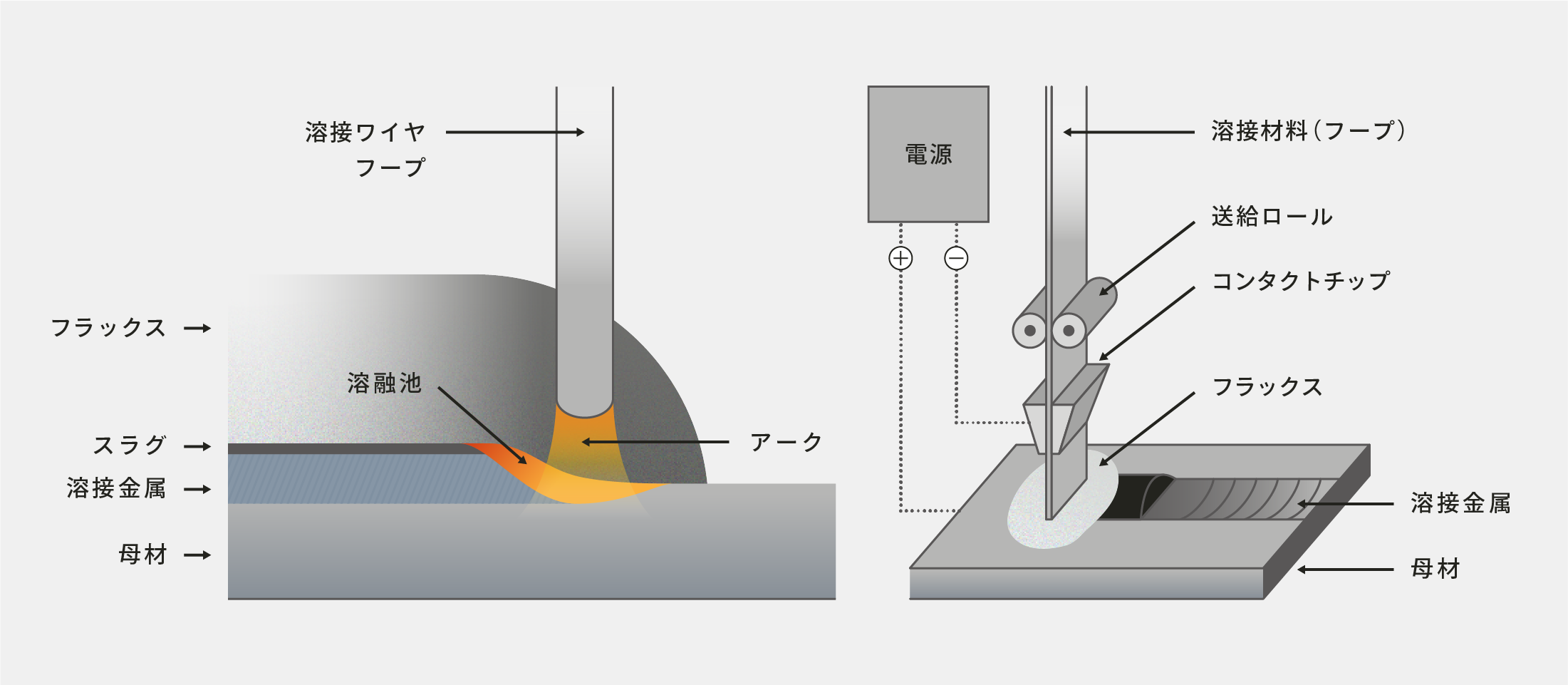
サブマージアーク溶接法
- 潜弧溶接ともいわれ、アーク(電弧)がフラックス中に潜った状態で溶接が行われます。
- 被覆アーク溶接法や半自動溶接法と同様に、フラックスより合金元素が添加されます。
- フラックス中で溶接が進行するため、シールドガスは不要です。
- 溶接材料は太径ワイヤやフープ(帯状鋼板)を使用します。
大電流が使用できる溶接法であり、大型品への肉盛に適しています。